陶瓷橡胶衬板生产中如何控制橡胶硫化的温度?
2022-03-03
来源:澳门永利最新登录入口
作者:澳门永利最新登录入口
阅读:
为了弥补
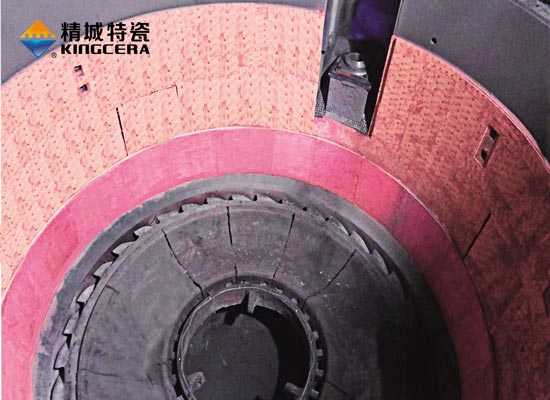
耐磨陶瓷衬板脆性大、抗冲击弱等缺点,在实际使用中我们往往需要将橡胶和陶瓷复合,制成二合一甚至三合一衬板,而在这个过程中,橡胶硫化就是必不可少的一个重要步骤。那么什么是橡胶硫化呢?硫化中最重要的影响因素温度我们又该如何控制呢?
橡胶大分子在加热下与交联剂硫磺等硫化剂发生化学反应,交联成立体网状结构的过程叫做橡胶硫化。
橡胶在未硫化之前,分子之间没有产生交联,因此缺乏良好的物理机械性能,实用价值不大。当橡胶加入硫化剂以后,经热处理或其他方式能使橡胶分子之间产生交联,形成三维网状结构,从而使其性能大大改善,尤其是橡胶的定伸应力、弹性、硬度、拉伸强度等一系列物理机械性能都会大大提高。而温度、时间和压力就是影响硫化的三要素,其中硫化温度是对产品性能影响最大的参数。
硫化温度主要从以下几个方面综合考虑。
1.从橡胶种类考虑
①NR最好在140-150℃,过氧公化物、有效硫化体系最高不超过160℃;但还是要看硫化体系,如超促进剂ZDC等的胶乳制品可以在110℃左右硫化。
②顺丁橡胶、异戊橡胶和氯丁橡胶最好在150-160℃,最高不超过170℃;
③丁苯橡胶、丁腈橡胶可采用150℃以上,但最高不超过190℃;
④丁基橡胶、三元乙丙橡胶一般选用160-180℃,最高不超过200℃;
⑤硅橡胶、氟橡胶一般采用二段硫化,一段温度可选170-180℃,二段硫化则选用200-230℃,按工艺要求可在4-24h 范围内选择。
⑥聚氨酯橡胶:一段温度为100-120℃,二段硫化则选用100-150℃。
2.从硫化体系考虑
①普通硫磺硫化体系: 130-160℃,
②有效、半有效硫化体系:160-165℃,
③过氧化物及树脂等非硫磺硫化体系:170-180℃。
除了橡胶种类和硫化体系之外,实际工况、产品所需性能等也会对橡胶的硫化温度产生影响,我们需要在理论基础上根据经验做出适当调整,选择更合适的硫化温度。
-lp.jpg)
 0731-84069187
15674861808
0731-84069187
15674861808
 English
English Español
Español русский
русский 日本語
日本語
















.jpg "陶瓷橡胶复合衬板")










 湘公网安备 43012102000459号
湘公网安备 43012102000459号